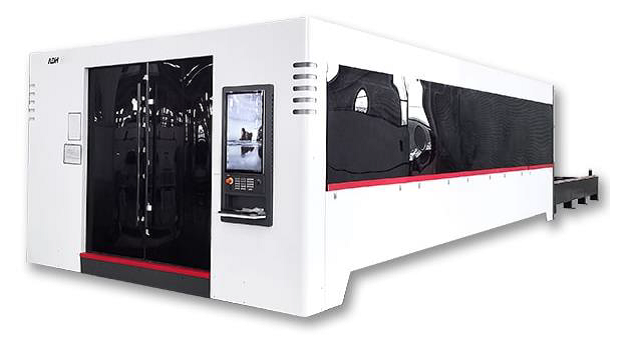
Станок лазерной резки LFPH 4015 (Китай)


















Описание
| Характеристики | Ед. измерения | LFPH 4015 | |||||
| Основные | |||||||
| Зона резания | мм | 4000х1500 | |||||
| Мощность лазера (из 500|750|1000|1500|2000|3000) | Вт | 3000 | |||||
| Источник лазера | Оптоволоконный | ||||||
| Ход по оси X | мм | 4020 | |||||
| Ход по оси Y | мм | 1520 | |||||
| Ход по оси Z | мм | 200 | |||||
| Длина волны | мм | 1070 | |||||
| Максимальная скорость по оси X, Y | м/мин | 100 | |||||
| Максимальная скорость сцепления по оси X,Y | м/мин | 130 | |||||
| Максимальное ускорение | G | 1,2 | |||||
| Точность позиционирования по осям X,Y | мм | ±0,03 | |||||
| Повторяемость по осям X,Y | мм | ±0,02 | |||||
| Тип системы охлаждения | Водянная (чистая дистиллированная или деионизированная вода) | ||||||
| Максимальная грузоподъёмность | кг | 1200 | |||||
| Рабочая среда | оС | -5 – 40 | |||||
| Относительная влажность | % | ≤80 | |||||
| Окружение | Вентиляция, нет сильной вибрации, нет сильного электромагнитного воздействия | ||||||
| Продолжительность времени работы | час | 24 | |||||
| Режущая способность | |||||||
| Максимальная толщина резки углеродистой стали | мм | 20 | |||||
| Скорость резки 20мм углеродистой стали | м/мин | 0,5-0,8 | |||||
| Максимальная толщина резки нержавеющей стали | мм | 10 | |||||
| Скорость резки 10 мм нержавеющей стали | м/мин | 0,7-1 | |||||
| Максимальная толщина резки алюминия | мм | 10 | |||||
| Скорость резки 10 мм алюминия | м/мин | 0,3-0,45 | |||||
| Максимальная толщина резки латуни | мм | 8 | |||||
| Скорость резки 8 мм латуни | м/мин | 0,3-0,45 | |||||
| Параметры источника питания лазера | |||||||
| Длина центральной волны лазера | Р | 1070 | |||||
| Уровень обзей мощности защиты | IP | 54 | |||||
| Рабочее напряжение | |||||||
| Операционная система Cypcut | |||||||
| Раскрой металла | автоматически | ||||||
| Поддержка формата | DXF | DWG и т.д. | ||||||
| Другие параметры | |||||||
| Сменная платформа | Есть | ||||||
| Закрытый защитный кожух | Есть | ||||||
| Автомитческая система смазки | Есть | ||||||
| Автоматическое зарядное устройство | Нет | ||||||
| Чистка насадок и калибровка | Ручная | ||||||
| Другие параметры | |||||||
| Вытяжной вентилятор | 1 комплект | ||||||
| Защитные очки от лазера | 1 комплект | ||||||
| Дистанционное управление | 1 комплект | ||||||
| Ящик для инструментов | 1 комплект | ||||||
| Защитные линзы | кВт | 1 | 2 | 3 | 4 | 5 | 6 |
| шт | 3 | 5 | 5 | 5 | 5 | 10 | |
| Насадки (зависит от мощности) | кВт | 1 | 1,5 | 2 | 3 | 4 | 6 |
| шт | 11 | 12 | 14 | 14 | 16 | 18 | |
| Керамическое кольцо | шт | 1 | |||||
| Электропитание | |||||||
| Электропитание | 380В х 50Гц х Зph | ||||||
| Сопротивление заземления силового подключения | Ом | ≤3 | |||||
| Габариты и вес станка | |||||||
| Длина | мм | 10500 | |||||
| Ширина | мм | 2900 | |||||
| Высота | мм | 2100 | |||||
| Вес | кг | 7800 | |||||
ПОДРОБНОЕ ОПИСАНИЕ СТАНКА:
Оптоволоконные лазеры на сегодняшний день являются очень популярным и высокоэффективным оборудованием для резки металла. Они применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д.
Оптоволоконный станок лазерной резки, серии LF оборудование с лазерной режущей головкой IPG. Мощность источника может быть 500 кВт – 20000 кВт. Все узлы станка (оптические резонаторы, система управления ЧПУ, программное обеспечение, система перемещения и др.) устанавливаются от лучших известных мировых производителей или изготавливаются на собственном производстве .
Основные особенности:
- Сваренная станина и машинная балка после термической обработки подвергаются черновой обработке, затем подвергаются вибрации и старению и формируются с помощью высокоточной обработки. Хорошая общая жёсткость, высокая точность и стабильная производительность;
- Усовершенствованная высокоточная система трансмиссии с двумя приводами и усовершенствованная система перемещения обеспечивает плавную работу, высокую точность и высокую скорость работы;
- Система удаления пыли представляет собой промежуточный метод удаления пыли. Сильная способность удаления пыли, загрязнение станины и окружающего воздуха и окружающей среды предотвращено в максимально возможной степени;
- Система управления использует специальную систему для лазерной резки. Система управления является мощной и имеет профессиональные функции для лазерной резки. Операция проста и легка в освоении;
- Мощная система управления и превосходное сочетание программного обеспечения позволяют пользователям интегрировать собственное ПО для ПК, чтобы максимизировать эффективность станков;
- Может реализовывать интерактивное вложение, резку по кромке, непрерывную резку и вложение оставшихся стальных листов;
- Пользователи могут легко контролировать и управлять точкой останова памяти обрезки.
Преимущества станка:
- Станок подходит для резки нержавеющей, углеродистой стали, алюминия, титана и большинства цветных металлов;
- Преимуществом оптоволоконного лазера перед СО2 лазерами являются низкие расходы связанные с процессом эксплуатации и расходы на техническое обслуживание;
- Резка листового металла: углеродистая сталь- 20 мм., нержавеющая сталь -10 мм., латунь-8 мм., медь – 4 мм., алюминий- 10 мм;
- Точность позиционирования: ≤ +/- 0,02 мм ;
- Повторяемость точность позиционирования: ≤ +/- 0,02 мм;
- Серводвигатель-производство Япония;
- Прецизионная шарико-винтовая пара-производитель Тайвань, серводвигатель с редуктором-обеспечивают точность позиционирования, улучшенную плавность хода, пониженные вибрации и акустические шумы;
- Рабочее напряжение: 380В, 50Гц.
- Компактная конструкция обеспечивает широкий спектр применения станка;
- Система управления лазерной резкой CypCut;
- Простая программа для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого изделия;
- Библиотека материалов;
- Высокая интенсивность работы благодаря массивной устойчивой конструкции;
- Длительный срок службы;
- Доступность запасных частей;
- Высокая скорость резки 1 мм нержавеющей стали может достигать 40 м/мин ;
- Высокопроизводительная передача по оптоволокну и гибкая обработка позволяют добиться одинакового качества резки в любой точке ;
- Высокая эффективность, высокая скорость резки, высокая эффективность обработки, низкие эксплуатационные расходы и двойной возврат ваших инвестиций ;
- Высокая надежность, основные компоненты являются оригинальными в Европе и Америке с высокой надёжностью ;
- Нет расхода газа, при генерации лазера газ не генерируется, нет потребления защитного газа N2 из оптических компонентов ;
- Низкие эксплуатационные расходы; нет отражающей линзы, нет необходимости регулировать оптический путь, в основном не требует обслуживания .
Факторы влияющие на процесс резки.
- Мощность лазера.
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов. Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча.
- Частота импульса .
Частота импульса – это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала.
- Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежание пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды.
Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки).
- Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит:
- Высокое качество луча;
- Оптоволоконный световод;
- Надежный, долгий срок службы – 100 000 час;
- не требует технического обслуживания;
- высокая электрооптическая конверсионная эффективность;
- удобный интерфейс управления;
- быстрая модуляция;
- резка.
Толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства.
- Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра.
- Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
Стандартная комплектация станка
Источник волоконного лазера – оснащён высокой эффективностью электрооптического преобразования, а эффективность преобразования составляет более 30%. В оптоволоконном лазере средней мощности используется водяное охлаждение, которое может значительно снизить энергопотребление во время работы, снизить эксплуатационные расходы и достичь максимальной эффективности производства. Оптическое устройство нуждается только в электрической энергии во время работы, и не требует дополнительного газа для генерации лазера, и имеет самые низкие затраты на эксплуатацию и обслуживание..
Преимущества:
- сварка
- наличие в России представительств компании Raycus. Возможность диагностировать и получить ответы по телефону, вызвать сервисного специалиста в любой город России.\
Источник волоконного лазера YLS-3000-K.
Преимущества: высокое качество луча; оптоволоконный световод; долгий срок службы – 100 000 час.; не требует технического обслуживания; высокая электрооптическая конверсионная эффективность; удобный интерфейс управления; быстрая модуляция; резка; сварка.
| Характеристики | Ед. измерения | YLS-3000-K |
| Основные | ||
| Номинальная мощность на выходе | Вт | 3000 |
| Режим работы | CW/Modulated | |
| Диапазон регулировки выходной мощности | Вт | 10-100 |
| Длина волны | нм | 1070±10 |
| Частота модуляции | Гц | 50гц-5кГц |
| Мощность красного лазера наведения | мВт | 0,5-1 |
| Сердечник волокна | нм | 50|100|150 |
| Длина оптоволокна | М | 15 |
| Температурный режим | °С | 10-40 |
| Электропитание | ||
| Электропитание | 380В х 50Гц | |
| Максимальная потребляемая мощность | Вт | 5000 |
| Габариты | ||
| Длина | мм | 485 |
| Ширина | мм | 237 |
| Высота | мм | 763 |
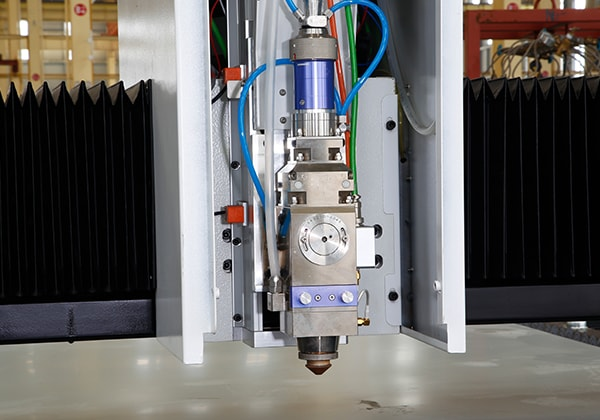
Лазерная головка.
Оптимизированная оптическая конфигурация с эффективным распределением воздушного потока.
Легкая и точная регулировка фокусного расстояния, регулируемый диапазон 15 мм, точность составляет 0,02 мм.
Удобная установка линзы, быстрый и легкий доступ к защитному стеклу.
Конструкция сопла с применением вспомогательных газов, защитной заслонки удобна при резке высокоотражающих материалов и для предотвращения разбрызгивания.
Коллимационная и фокусирующая линзы имеют водяное охлаждение, мощность компрессора составляет 4 кВт.
Для коллимационной и фокусирующей линз используются синглетные, дублетные или асферические линзы, в соответствии с параметрами лазерного луча, для обеспечения оптимальной фокусировки и качества луча.
Доступно подключение различных видов разъемов оптоволокна большинства производителей.
Легко настраиваемая модульная конструкция с устройствами защиты от столкновения, использования вспомогательных газов, конфигурацией для резки и сварки.
Утонченный сопловый узел, предназначенный для трехмерной резки.
| Характеристики | Ед. измерения | |
| Основные | ||
| Номинальная мощность на выходе | Вт | до 4000 |
| Номинальное фокусное расстояние | мм | 100|125|150|200 |
| Световой диаметр | мм | 25 |
| Сопловое отверстие | мм | 1-3 |
| Давление вспомогательного газа | бар | до 30 |
| Калибровка | мВт | автоматическая |
| Время отклика | мс | меньше 1 |
| Питание | В | 24 |
| Вес | кг | 2,5 |
Система управления Cypcut.
Программное обеспечение поддерживает форматы графических данных AI, DXF, PLT, Gerber, LXD и другие, а также поддерживает международный стандарт G-кода, разработанный Mater Cam, Type 3, Wentai и др. – автоматическая оптимизация при открытии/импортировании DXF и других файлов, в том числе: удаление повторяющихся линий, объединение кромок, удаление мелких изображений, автоматическое разделение внутренних и внешнихконтуров и произведение сортировки. Вышеуказанные функции могут быть выполнены вручную. – поддержка функций редактирования и набора, включая: увеличение и уменьшение масштаба, перенос, отражение, вращение, выравнивание, копирование и комбинирование. – простые в использовании настройки внешних и внутренних направляющих, компенсации зазоров, микро-соединений, перемычек, и так далее. – различие внутреннего и внешнего контура, определение направления компенсации зазора в соответствии с внутренним и внешним контуром, проверка направляющих. – поддержка разрыва и соединения кривых, сглаживания кривых, преобразования текста в кривые, группировки/разгруппировки объектов.
Функция автоматического размещения, которая позволяет сократить время разработки проекта и уменьшить количество отходов. – простое заполнение при помощи большого разнообразия шаблонов. – для функций автоматической и ручной сортировки поддерживается настройка порядка обработки изображений в группе. – специальная функция просмотра позволяет выполнять проверку порядка обработки более интерактивным способом, чем моделирование. – поддерживаются режимы двух-стадийного прожига, последовательного прожига, группового предварительного прожига. Настройка режимов зависит от мощности лазера, частоты, вида лазера, типа используемого газа, давления воздуха, тока, времени задержки и высоты отслеживания процессов прожига и резки. – настройка в реальном времени частоты и мощности, настройка параметров для плавного старта. – библиотека материалов хранит в себе все параметры обработки, которые можно повторно использовать для этого материала. – возможность создания точки восстановления в любой точке после остановки или временной остановки; запуск обработки из любой позиции. – программное обеспечение поддерживает резку труб и плоского материала, резку пересекающихся линий. – поддержка отслеживания высоты резки после выхода за пределы листа. – автоматический поиск кромки и точное позиционирование. – поддержка 30 видов ПЛК и более 50 программируемых процессов.
Программируемые входы и выходы, программируемый аварийный вход.
Удаленное управление системой при помощи беспроводного пульта и Ethernet.
Система охлаждения (чиллер) Olaer Fly (Швейцария).
Холодопроизводительность: 1100 – 3200 Вт.
Вентилятор Yongcheng.
Мотор редуктор Moldoli (Франция).
Серводвигатели.
По осям XY- YASKAWA Japan
По оси Z- Panasonic Japan
Направляющие HIWIN / PMI Тайвань.
Система линейного перемещения APEX|YYC (Yuan Yi Chang Machinery Co. Ltd. Тайвань).
ШВП TBI Тайвань.
Пневмопривод SMC Тайвань.
Электронные компоненты Schneider electric Франция.
Промышленный компьютер Lenovo Китай.
Контроллер CypCut.
Автоматический контроль давления на заготовку.

Отзывы
Отзывов пока нет.